Questo articolo descrive in dettaglio i blocchi cuscinetto per mulini a sfere, che sopportano carichi radiali/assiali, garantiscono la stabilità dell'albero e sono realizzati in materiali come HT300, QT450-10 o Q355B. Illustra i processi di produzione per i tipi fusi (stampaggio, colata, invecchiamento, lavorazione meccanica) e saldati (tranciatura, saldatura, lavorazione meccanica), oltre alle ispezioni complete del processo (materie prime, pezzi grezzi, in lavorazione, prodotti finiti) per garantire precisione dimensionale, resistenza e affidabilità, soddisfacendo le esigenze di funzionamento continuo e con carichi pesanti.
Introduzione dettagliata ai blocchi cuscinetto per mulini a sfere e ai loro processi di produzione e ispezione
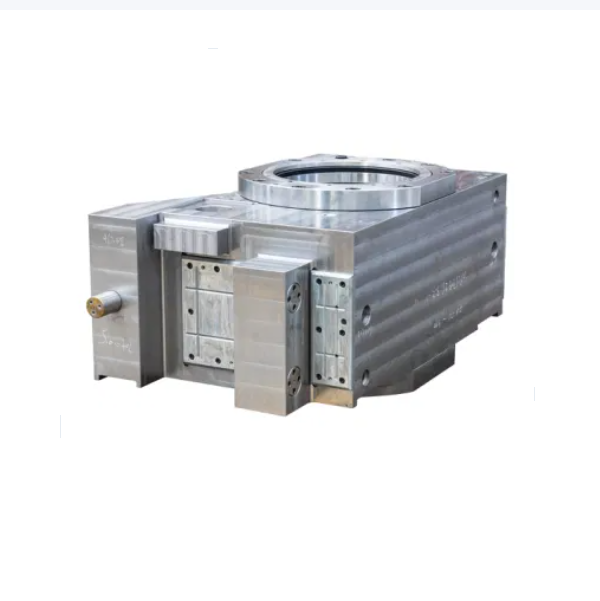
I. Panoramica e caratteristiche strutturali dei blocchi cuscinetto del mulino a sfere
Il blocco cuscinetto del mulino a sfere è un componente fondamentale che supporta la rotazione del cilindro del mulino. La sua funzione principale è quella di fissare il cuscinetto, resistere ai carichi radiali e assiali del cilindro e dei materiali interni e garantire una rotazione stabile del sistema dell'albero (albero cavo)Le sue prestazioni influiscono direttamente sulla precisione di funzionamento, sulla stabilità e sulla durata utile del mulino a sfere.
Funzioni principali:
Portante: sostiene il peso totale del cilindro, dei mezzi di macinazione e dei materiali (fino a decine o centinaia di tonnellate) e assorbe i carichi d'impatto durante la rotazione;
Posizionamento: assicura la coassialità e la precisione di rotazione dell'albero cavo mediante la cooperazione con il cuscinetto;
Tenuta e lubrificazione: integra canali di lubrificazione e strutture di tenuta per lubrificare i cuscinetti e impedire l'ingresso di polvere e refrigerante.
Caratteristiche strutturali:
Materiale: i mulini a sfere di piccole e medie dimensioni in genere utilizzano ghisa grigia (HT300) (eccellente colabilità e assorbimento degli urti); i mulini di grandi dimensioni o per impieghi gravosi adottano ghisa duttile (QT450-10) O acciaio strutturale saldato (Q355B) (maggiore resistenza).
Tipi strutturali: integrali (di piccole e medie dimensioni) e divisi (di grandi dimensioni, per facilitare l'installazione e la manutenzione). Di solito includono fori di montaggio dei cuscinetti (accoppiamento con interferenza con gli anelli esterni dei cuscinetti), perni di centraggio, fori per bulloni, fori di lubrificazione e alette di raffreddamento.
II. Processo di fabbricazione dei blocchi cuscinetto del mulino a sfere
In base ai materiali, i processi di produzione si dividono in fusione (per blocchi di cuscinetti in ghisa) E saldatura (per blocchi di cuscinetti in acciaio), con le seguenti procedure fondamentali:
(A) Blocchi cuscinetto fusi (HT300 come esempio)
Progettazione di stampi e realizzazione di anime
Gli stampi in sabbia (legno o resina) vengono realizzati sulla base di modelli 3D, con una tolleranza di lavorazione di 3-5 mm. I riser sono progettati per evitare cavità di ritiro;
Nelle aree critiche (ad esempio i fori dei cuscinetti) si utilizza la tecnica della fusione a freddo per garantire la precisione dimensionale.
Fusione e colata
Controllo della composizione del ferro fuso: C 3,2-3,6%, Si 1,8-2,2%, Mn 0,8-1,2%, S≤0,12%, P≤0,15%;
Colata a 1380-1450°C mediante colata graduale per ridurre la concentrazione di stress e garantire la densità del getto.
Trattamento dell'invecchiamento
I getti vengono sottoposti a invecchiamento naturale per 2-4 settimane (o invecchiamento artificiale: 200-250°C per 8 ore) per eliminare lo stress del getto e prevenire successive deformazioni dovute alla lavorazione meccanica.
Lavorazione grezza
I torni CNC o le alesatrici lavorano i fori dei cuscinetti (lasciando 2-3 mm di tolleranza di finitura), le superfici terminali e i perni di posizionamento, assicurando la planarità delle superfici di riferimento ≤0,1 mm/100 mm.
Semi-finitura e invecchiamento secondario
Completare la tornitura dei cerchi esterni e delle superfici terminali, lasciando 1-1,5 mm di tolleranza di rettifica;
Invecchiamento secondario (180-220°C per 4 ore) per stabilizzare ulteriormente le dimensioni.
Lavorazione di finitura
Alesatrici CNC per la finitura dei fori dei cuscinetti: grado di tolleranza IT6, rugosità superficiale Ra≤1,6μm, rotondità ≤0,01mm, cilindricità ≤0,015mm/100mm;
Rettificatrici per superfici piane che posizionano le superfici terminali del perno: planarità ≤0,03 mm/100 mm, perpendicolarità all'asse del foro del cuscinetto ≤0,02 mm/100 mm;
Foratura e maschiatura di fori di lubrificazione e fori di collegamento: precisione della filettatura 6H, tolleranza della posizione del foro ±0,1 mm.
(B) Blocchi cuscinetto saldati (Q355B come esempio)
Tranciatura e formatura
Taglio CNC per tranciatura (spessore piastra ≥20 mm). Le aree dei fori dei cuscinetti sono giuntate con flange in acciaio forgiato (acciaio 20#) per migliorare la resistenza al carico.
Processo di saldatura
Metodo di saldatura: saldatura ad arco sommerso o saldatura ad arco con gas metallico, con scanalature di saldatura a V (angolo di 60°);
Sequenza di saldatura: saldare prima le aree a basso stress, poi le saldature principali, utilizzando la saldatura a strati (ogni strato di spessore ≤5 mm). Martellatura post-saldatura per alleviare lo stress;
Trattamento post-saldatura: ricottura di distensione a 300°C per 6 ore per eliminare lo stress di saldatura (prevenendo la formazione di crepe).
Lavorazione meccanica
Segue gli stessi passaggi di sgrossatura, invecchiamento secondario e finitura dei blocchi di cuscinetti fusi, ma le superfici saldate devono prima essere fresate fino a renderle piatte (rugosità superficiale Ra≤12,5μm).
III. Processo di ispezione dei blocchi cuscinetto del mulino a sfere
L'ispezione copre l'intero processo produttivo per garantire la precisione dimensionale, le proprietà meccaniche e l'affidabilità operativa:
(A) Ispezione delle materie prime e dei pezzi grezzi
Ispezione dei materiali:
Parti in ghisa: analisi spettrale per verificare la composizione chimica (ad esempio, contenuto di C e Si in HT300) e prova di trazione per controllare la resistenza alla trazione ≥300 MPa;
Parti saldate: verificare i certificati delle lamiere d'acciaio; le flange forgiate vengono sottoposte a ispezione UT (conformi a JB/T 5000.15 Classe II).
Ispezione dei difetti in bianco:
Parti fuse: ispezione MT (nessuna crepa superficiale o ritiro), con particolare attenzione ai fori dei cuscinetti (nessun poro ≥φ3mm);
Parti saldate: controllo UT al 100% per le saldature (nessuna fusione incompleta o inclusioni di scorie) e controllo MT (nessuna crepa superficiale).
(B) Ispezione in corso (nodi chiave)
Dopo la sgrossatura:
Controllare il diametro del foro del cuscinetto (tolleranza uniforme) e il diametro del perno (tolleranza ±0,5 mm) utilizzando un calibro a corsoio o una macchina di misura a coordinate.
Dopo il trattamento termico:
Prova di durezza: durometro Brinell per ghisa (180-240HBW) e parti saldate ricotti (≤220HBW).
Dopo la lavorazione di finitura:
Precisione dimensionale: la CMM misura il diametro del foro del cuscinetto (tolleranza IT6), la rotondità (≤0,008 mm) e la cilindricità (≤0,01 mm/100 mm);
Tolleranza geometrica: l'indicatore a quadrante verifica la perpendicolarità della superficie terminale del perno rispetto all'asse del foro del cuscinetto (≤0,02 mm/100 mm);
Qualità della superficie: il profilometro verifica la rugosità del foro del cuscinetto (Ra≤1,6μm); ispezione visiva per verificare l'assenza di graffi o sbavature.
(C) Ispezione del prodotto finale
Controllo di compatibilità dell'assemblaggio:
Adattamento del cuscinetto al foro: lo spessimetro controlla l'interferenza (in genere 0,01-0,03 mm per garantire la stabilità dell'anello esterno del cuscinetto);
Posizione del foro del bullone: il calibro verifica la coassialità dei fori di collegamento con il perno di posizionamento (≤0,1 mm).
Ispezione della pressione e della tenuta:
Prova di pressione del foro di lubrificazione: aria compressa da 0,5 MPa per 30 secondi, con soluzione saponata per verificare l'assenza di perdite;
Tenuta complessiva: montaggio cuscinetto simulato, riempimento olio (fino a 1/2 del foro del cuscinetto), rotazione di 10 minuti e ispezione per verificare l'assenza di perdite.
Ispezione dell'aspetto:
Verniciatura superficiale (primer + finitura, spessore totale 60-80 μm) senza colature o scrostature; marcature chiare (modello, materiale).
IV. Riepilogo
La produzione di blocchi cuscinetto per mulini a sfere richiede un equilibrio tra resistenza e precisione. I processi di fusione privilegiano l'assorbimento degli urti, mentre i processi di saldatura si concentrano sulla capacità di sopportare carichi elevati. Un'ispezione rigorosa (in particolare per la precisione dimensionale e il controllo dei difetti) è fondamentale per garantire la capacità di carico e la durata utile. In pratica, i parametri di processo vengono adattati in base alle specifiche del laminatoio (ad esempio, spessore delle pareti dei fori dei cuscinetti ≥50 mm per mulini ≥φ3 m) per soddisfare i requisiti di funzionamento continuo e gravoso.