Supporto strutturale complessivo: Sopporta il peso di tutti i componenti (boccola eccentrica, cono mobile, ciotola, motore, ecc.) e le forze di schiacciamento generate durante il funzionamento (fino a migliaia di tonnellate), garantendo un funzionamento stabile.
Trasmissione della forza: Distribuzione dei carichi verticali e orizzontali dal processo di frantumazione alla fondazione, riducendo vibrazioni e rumore.
Posizionamento dei componenti: Fornitura di superfici di montaggio precise e caratteristiche di posizionamento per la boccola eccentrica, il cuscinetto dell'albero principale, la ciotola e altre parti chiave, garantendone la corretta posizione relativa.
Involucro protettivo: Alloggiamento di componenti interni quali il gruppo eccentrico e gli ingranaggi, impedendo l'ingresso di polvere, acqua e detriti e proteggendo gli operatori dalle parti in movimento.
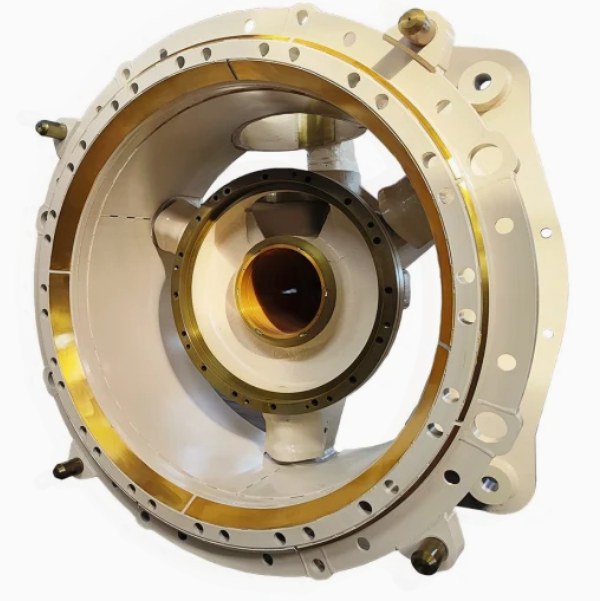
Telaio Corpo: La struttura principale, solitamente una scatola cava o di forma cilindrica con una parete spessa (80–200 mm), realizzata in acciaio fuso ad alta resistenza (ad esempio, ZG35CrMo) o piastre di acciaio debolmente legato saldate (ad esempio, Q355B).
Alloggiamento del cuscinetto: Una cavità cilindrica nella parte inferiore o superiore del telaio per alloggiare il cuscinetto dell'albero principale, con una superficie interna lavorata con precisione (tolleranza IT6) per garantire il corretto adattamento del cuscinetto.
Camera di boccola eccentrica: Una cavità circolare al centro del telaio in cui è installata la boccola eccentrica, con una superficie interna lavorata e scanalature per l'olio per la lubrificazione.
Flange di montaggio:
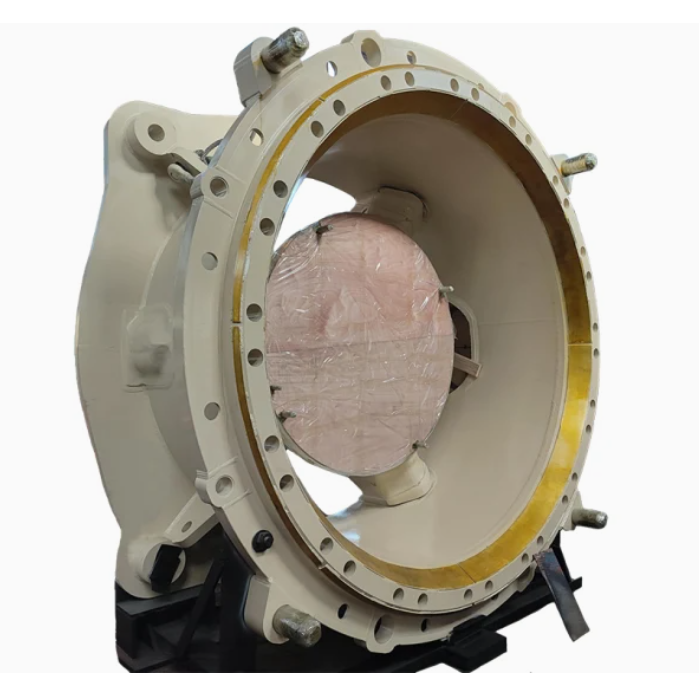
Flangia di base: Una grande flangia nella parte inferiore con fori per bulloni per fissare il telaio alla fondazione, garantendo stabilità.
Flangia superiore: Una flangia nella parte superiore per il collegamento con la ciotola o l'anello di regolazione, spesso con perni guida o fessure per l'allineamento.
Nervature di rinforzo: Nervature interne ed esterne (spessore 30–80 mm) disposte radialmente o assialmente per aumentare la rigidità del telaio e ridurre la deformazione sotto carico.
Canali di lubrificazione e raffreddamento: Fori praticati o passaggi fusi per l'erogazione dell'olio lubrificante ai cuscinetti e ai componenti eccentrici e per la circolazione dell'acqua di raffreddamento in alcuni telai di grandi dimensioni.
Porte di ispezione e di accesso: Pannelli o porte rimovibili per la manutenzione e l'ispezione dei componenti interni.
Selezione dei materiali:
L'acciaio fuso ad alta resistenza (ZG35CrMo) viene scelto per le sue eccellenti proprietà meccaniche, tra cui resistenza alla trazione (≥700 MPa), tenacità all'impatto (≥35 J/cm²) e buona colabilità.
Creazione di modelli:
Un modello a grandezza naturale è realizzato in legno, schiuma o resina, replicando la forma esterna del telaio, le cavità interne, le nervature, le flange e altre caratteristiche. Vengono aggiunti margini di ritiro (1,5-2,5%) in base al materiale e alle dimensioni del pezzo.
Il modello è rinforzato per evitare deformazioni durante lo stampaggio e i nuclei sono progettati per formare cavità e canali interni.
Stampaggio:
Si prepara uno stampo in sabbia con legante resinoso, in cui viene inserito il modello. Vengono inserite delle anime per formare la struttura interna, garantendo uno spessore delle pareti preciso e relazioni dimensionali tra le caratteristiche.
Lo stampo è rivestito con un lavaggio refrattario per migliorare la finitura superficiale e impedire la penetrazione del metallo nella sabbia.
Fusione e colata:
L'acciaio fuso viene fuso in un forno ad arco elettrico a 1520–1560°C, con un rigoroso controllo della composizione chimica (C: 0,32–0,40%, Cr: 0,8–1,1%, Mo: 0,15–0,25%).
La colata avviene a 1480–1520°C con una portata controllata per garantire il riempimento completo della cavità dello stampo senza turbolenze, che potrebbero causare difetti.
Raffreddamento e trattamento termico:
La fusione viene raffreddata lentamente nello stampo per 72-120 ore per ridurre lo stress termico, quindi rimossa e pulita mediante pallinatura.
Il trattamento termico comprende la normalizzazione (850–900°C, raffreddato ad aria) per affinare la struttura del grano e la tempra (600–650°C) per ridurre la durezza a 180–230 HBW, migliorando la lavorabilità.
Lavorazione grezza:
Il telaio fuso viene montato su una grande fresatrice CNC o su una fresatrice a portale per lavorare la flangia di base, la flangia superiore e le superfici di riferimento esterne, lasciando una tolleranza di finitura di 5-10 mm.
Lavorazione di alloggiamenti e camere di cuscinetti:
L'alloggiamento del cuscinetto e la camera della boccola eccentrica vengono sgrossati, quindi rifiniti e levigati per ottenere un'elevata precisione dimensionale (tolleranza IT6) e rugosità superficiale (Ra0,8–1,6 μm).
Le scanalature per l'olio vengono realizzate nell'alloggiamento e nella camera del cuscinetto utilizzando una fresatrice CNC.
Lavorazione di flange e superfici di montaggio:
Le flange di base e superiore sono rifinite per garantire planarità (≤0,05 mm/m) e perpendicolarità all'asse del telaio (≤0,1 mm/100 mm).
I fori per i bulloni vengono forati e filettati in posizioni precise (tolleranza ±0,1 mm) utilizzando una macchina perforatrice CNC.
Lavorazione di nervature di rinforzo e superfici esterne:
Le nervature esterne vengono lavorate per eliminare i difetti di fusione e garantire dimensioni uniformi.
La superficie esterna è lavorata meccanicamente per migliorarne l'aspetto e facilitarne la verniciatura.
Trattamento superficiale:
Il telaio è verniciato con primer antiruggine e finitura per resistere alla corrosione.
Le superfici di montaggio lavorate e gli accoppiamenti dei cuscinetti sono protetti con olio o grasso antiruggine.
Prove sui materiali:
L'analisi della composizione chimica viene eseguita per garantire la conformità agli standard dei materiali specificati.
Per verificare le proprietà meccaniche, vengono eseguite prove di trazione e di impatto su campioni di prova.
Ispezione dimensionale:
Per controllare le dimensioni critiche, tra cui il diametro dell'alloggiamento del cuscinetto, la planarità della flangia e la posizione dei fori, viene utilizzata una macchina di misura a coordinate (CMM).
La scansione laser viene utilizzata per verificare la forma complessiva e le dimensioni rispetto al modello 3D.
Prove non distruttive (NDT):
I test a ultrasuoni (UT) vengono utilizzati per rilevare difetti interni, quali crepe e restringimenti nel corpo del telaio e nelle nervature.
I test con particelle magnetiche (MPT) vengono eseguiti su aree superficiali e prossime alla superficie, in particolare attorno ai fori dei bulloni e ai punti di concentrazione delle sollecitazioni.
Prove meccaniche:
La prova di durezza viene eseguita per garantire che il telaio soddisfi l'intervallo di durezza richiesto (180–230 HBW).
È possibile eseguire prove di carico per verificare la capacità del telaio di sopportare carichi di progetto senza deformazioni eccessive.
Assemblaggio e test funzionali:
Il telaio viene assemblato in prova con componenti chiave come la boccola eccentrica e l'albero principale per garantire un adattamento e un allineamento corretti.
Vengono eseguiti test di vibrazione per verificare la presenza di vibrazioni eccessive durante il funzionamento simulato.















