Manicotto dell'albero principale del frantoio a cono
SHILONG
Shenyang, Cina
1~2 mesi
1000 set / anno
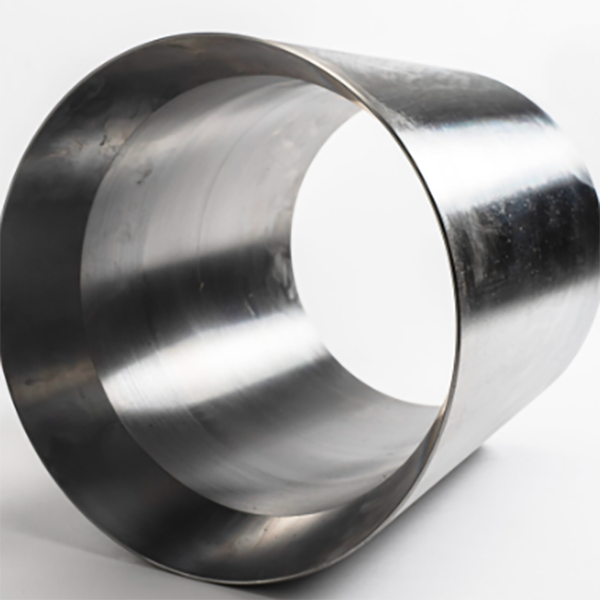
Questo articolo descrive in dettaglio il manicotto dell'albero principale dei frantoi a cono, un componente cruciale posizionato tra l'albero principale e il gruppo eccentrico. La sua funzione principale è quella di supporto radiale, riduzione dell'attrito, distribuzione del carico e mantenimento della lubrificazione. Il componente è costituito dal corpo del manicotto, dal foro interno, dalla superficie esterna, dai canali di lubrificazione, dalla flangia (in alcuni modelli) e dalle scanalature per l'indicatore di usura, ciascuna con caratteristiche strutturali specifiche. Viene illustrato il processo di fusione del corpo del manicotto in bronzo, che include la scelta del materiale (bronzo fosforoso), la realizzazione del modello, lo stampaggio, la fusione, la colata, il trattamento termico e l'ispezione. Viene inoltre descritto il processo di lavorazione e produzione, che comprende la sgrossatura/finitura, il trattamento superficiale e la preparazione dell'assemblaggio. Vengono inoltre specificate le misure di controllo qualità, come la convalida del materiale, i controlli di precisione dimensionale, l'ispezione della qualità superficiale, i test funzionali e i test di resistenza all'usura. Questi processi garantiscono che il manicotto dell'albero principale fornisca un supporto affidabile e una riduzione dell'attrito, migliorando l'efficienza e la durata del frantoio a cono in presenza di carichi pesanti.
Introduzione dettagliata al componente del manicotto dell'albero principale del frantoio a cono
1. Funzione e ruolo del manicotto dell'albero principale
La bussola dell'albero principale (detta anche boccola dell'albero principale) è un componente fondamentale nei frantoi a cono, posizionato tra l'albero principale e il gruppo eccentrico. Le sue funzioni principali includono:
Supporto radiale: Stabilizzazione dell'albero principale durante la rotazione ad alta velocità, garantendo l'allineamento concentrico con la bussola eccentrica per evitare oscillazioni.
Riduzione dell'attrito: Agisce come interfaccia resistente all'usura tra l'albero principale rotante e i componenti fissi o semi-fissi, riducendo al minimo il contatto metallo su metallo.
Distribuzione del carico: Assorbe le forze radiali generate durante lo schiacciamento, proteggendo l'albero principale da sollecitazioni eccessive e guasti prematuri.
Ritenzione della lubrificazione: Contiene lubrificanti nello spazio tra la bussola e l'albero, mantenendo una pellicola d'olio idrodinamica per un funzionamento regolare.
2. Composizione e struttura del manicotto dell'albero principale
Il manicotto dell'albero principale è in genere un componente cavo cilindrico o conico con dimensioni interne ed esterne precise, costituito da:
Corpo manica: La struttura cilindrica del nucleo, solitamente realizzata in bronzo fuso ad alta resistenza (ad esempio, CuSn10Pb1) o acciaio legato (42CrMo) con una superficie resistente all'usura. La sua lunghezza e spessore variano a seconda del modello di frantoio, in base al diametro dell'albero principale e ai requisiti di carico.
Foro interno: Un foro centrale lavorato con precisione che si adatta all'albero principale con un gioco controllato (0,1-0,3 mm), consentendo la rotazione mantenendo il film lubrificante. Il foro può presentare scanalature a spirale o tasche d'olio per migliorare la distribuzione del lubrificante.
Superficie esterna: Lavorato per adattarsi perfettamente al manicotto eccentrico o al telaio, spesso con un profilo rastremato (1:10 o 1:20) per un adattamento con interferenza, impedendo il movimento relativo sotto carico.
Canali di lubrificazione: Fori assiali o radiali praticati attraverso la bussola per convogliare l'olio dal sistema di lubrificazione principale al foro interno, garantendo una lubrificazione continua all'interfaccia albero-bussola.
Flangia o collare (in alcuni modelli): Una sporgenza radiale a un'estremità per posizionare assialmente il manicotto, impedendone lo spostamento assiale durante il funzionamento.
Scanalature dell'indicatore di usura: scanalature circonferenziali poco profonde sul foro interno per indicare visivamente i livelli di usura: quando le scanalature sono consumate, è necessario sostituire la bussola.
3. Processo di fusione per il corpo della manica
Per le maniche in bronzo (più comuni per le loro eccellenti proprietà anti-attrito), il processo di fusione è il seguente:
Selezione dei materiali: Il bronzo fosforoso (CuSn10Pb1) è preferito per la sua elevata resistenza all'usura, la buona conduttività termica e la compatibilità con gli alberi in acciaio. Contiene il 10% di stagno (Sn), l'1% di piombo (Pb) e il resto di rame (Cu) per una lavorabilità ottimale.
Creazione di modelli: Viene creato un modello in metallo o cera per replicare la geometria del manicotto, inclusi il foro interno, la superficie esterna e i canali di lubrificazione. Per la microfusione (utilizzata per progetti complessi), i modelli in cera vengono assemblati su un canale di colata.
Stampaggio:
Per la fusione in sabbia: vengono formati stampi in sabbia legati con resina attorno al modello, con un'anima per modellare il foro interno.
Per la fusione a cera persa: i modelli in cera vengono rivestiti con impasto ceramico, essiccati per formare un guscio, quindi fusi per ottenere uno stampo ceramico cavo.
Fusione e colata: Il bronzo viene fuso in un forno a induzione a 1080–1120 °C. Il metallo fuso viene versato nello stampo per gravità o pressione, assicurando il riempimento completo delle sezioni sottili (ad esempio, i bordi delle flange).
Raffreddamento e shakeout: La fusione viene raffreddata a temperatura ambiente, quindi viene rimossa dallo stampo. Le fusioni in sabbia vengono sottoposte a pallinatura per rimuovere la sabbia residua; le fusioni a cera persa vengono rimosse tramite vibrazione o getto d'acqua.
Trattamento termico: Le maniche in bronzo vengono ricotti a 600–650 °C per 1–2 ore, quindi raffreddati ad aria per alleviare le sollecitazioni interne e migliorare la lavorabilità.
Ispezione della fusione: Controlli visivi per difetti superficiali (porosità, crepe o riempimento incompleto). I test a ultrasuoni (UT) rilevano difetti interni, garantendo che non vi siano difetti di dimensioni superiori a φ1 mm nelle aree critiche sottoposte a carico.
4. Processo di lavorazione e produzione
Lavorazione grezza:
La superficie esterna e la flangia (se presente) vengono tornite per rimuovere il materiale in eccesso, lasciando una tolleranza di finitura di 0,5-1 mm.
Il foro interno viene forato grossolanamente e alesato fino a raggiungere le dimensioni approssimative, con lavorazione iniziale dei fori per i canali di lubrificazione.
Lavorazione di finitura:
Foro interno: levigato con precisione per ottenere una tolleranza IT6, con una rugosità superficiale di Ra0,4–0,8 μm per ridurre l'attrito. Le scanalature a spirale (se necessarie) vengono eseguite utilizzando un tornio CNC con un utensile per scanalatura, con profondità e passo controllati a ±0,02 mm.
Superficie esterna: rettificata con profilo conico o cilindrico (a seconda del design) con tolleranza IT7, garantendo un accoppiamento perfetto con la bussola eccentrica. Le superfici coniche vengono verificate utilizzando un calibro conico.
Canali di lubrificazione: forati e filettati per il collegamento al sistema di lubrificazione del frantoio, con bordi sbavati per evitare l'ostruzione del flusso dell'olio.
Trattamento superficiale:
Il foro interno può essere rivestito con un lubrificante solido (ad esempio bisolfuro di molibdeno) o elettroplaccato con cromo duro (spessore 5–10 μm) per migliorare la resistenza all'usura.
La superficie esterna è lucidata per rimuovere le sbavature e garantire un corretto accoppiamento con i componenti accoppiati.
Preparazione dell'assemblaggio:
Il manicotto viene riscaldato (200–300°C) per espanderne il diametro esterno e inserirlo a pressione nel manicotto eccentrico (accoppiamento a caldo).
Dopo il raffreddamento, il gioco del foro interno con l'albero principale viene misurato utilizzando spessimetri per garantire che soddisfi le specifiche (0,1–0,3 mm).
5. Processi di controllo qualità
Validazione del materiale: L'analisi spettrometrica conferma la composizione del bronzo (Cu: 88–90%, Sn: 9–11%, Pb: 0,5–1,5%). Il test di durezza (80–100 HBW) garantisce che le proprietà del materiale soddisfino gli standard.
Controlli di precisione dimensionale:
La macchina di misura a coordinate (CMM) verifica il diametro interno del foro, il diametro esterno, l'angolo di conicità e le dimensioni della scanalatura.
La rotondità del foro interno viene misurata con un misuratore di rotondità, che richiede una deviazione ≤0,005 mm.
Ispezione della qualità della superficie:
La rugosità della superficie del foro interno viene controllata con un profilometro, garantendo Ra ≤0,8 μm.
I test visivi e con liquidi penetranti (DPT) rilevano crepe o graffi sulle superfici critiche.
Test funzionali:
Verifica del gioco: il manicotto viene montato di prova su un albero di prova per confermare il gioco radiale entro l'intervallo di progettazione.
Test del flusso di lubrificazione: l'olio viene pompato attraverso i canali per garantire un flusso senza ostacoli verso le scanalature del foro interno.
Test di resistenza all'usura:
Un manicotto campione viene sottoposto a test di usura accelerata in condizioni di carico e velocità simulate, verificando un tasso di usura ≤0,01 mm/100 ore.
La precisa fabbricazione del manicotto dell'albero principale e il rigoroso controllo di qualità garantiscono un supporto affidabile e una riduzione dell'attrito, contribuendo direttamente all'efficienza e alla durata del frantoio a cono sotto carichi di frantumazione pesanti.