La piastra a ganasce fissa è un componente fisso resistente all'usura che costituisce un lato della camera di frantumazione nei frantoi a ganasce. Montata di fronte alla piastra a ganasce oscillanti sulla parte anteriore del telaio, funge da superficie di lavoro fissa per la frantumazione del materiale. Durante il funzionamento, la piastra a ganasce fissa rimane fissa, cooperando con la piastra a ganasce oscillanti alternative per formare uno spazio di frantumazione che si apre e si chiude periodicamente, frantumando i materiali fino alle dimensioni desiderate tramite estrusione e spaccatura. La sua stabilità strutturale e la resistenza all'usura influiscono direttamente sull'efficienza di frantumazione, sull'uniformità delle dimensioni del prodotto e sui costi operativi dell'attrezzatura.
Il design della piastra fissa bilancia resistenza all'usura, facilità di installazione e adattamento al telaio. I suoi componenti principali e le caratteristiche strutturali sono i seguenti:
Corpo principale
Una struttura a piastra spessa, con uno spessore tipicamente compreso tra 50 e 150 mm per frantoi di piccole e medie dimensioni e tra 200 e 300 mm per macchine di grandi dimensioni. È realizzata principalmente in acciaio ad alto tenore di manganese (ZGMn13) per condizioni di impatto elevato, mentre la ghisa ad alto tenore di cromo (Cr26–30) può essere utilizzata per scenari a basso impatto. La superficie anteriore funge da superficie di frantumazione, mentre la superficie posteriore è la superficie di montaggio che si adatta al telaio. La forma complessiva è dritta o curva (i design curvi ottimizzano il profilo della camera di frantumazione per ridurre l'intasamento del materiale).
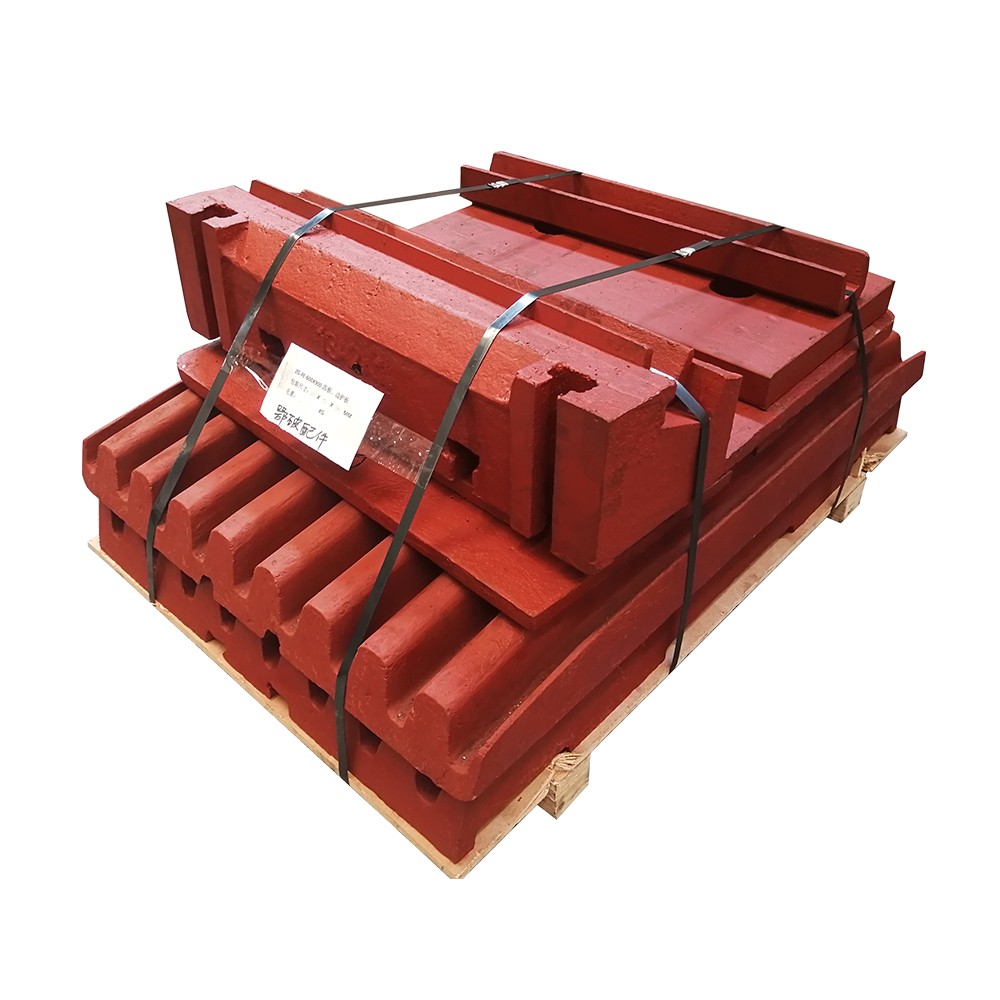
Superficie di lavoro dentata
La superficie di contatto con il materiale presenta denti disposti in modo regolare, solitamente triangolari o trapezoidali, con altezze di 8–30 mm (regolate in base alla durezza del materiale) e passi di 20–60 mm, e angoli di apice dei denti di 60°–90°. I denti sono spesso disposti simmetricamente o sfalsati verticalmente. I design simmetrici consentono l'inversione dopo l'usura di un'estremità, prolungando la durata utile di oltre il 50%. La disposizione dei denti migliora la presa del materiale, prevenendone lo slittamento e migliorando l'efficienza di frantumazione.
Struttura di montaggio
La piastra fissa della ganascia è fissata al telaio tramite bulloni o blocchi a cuneo, quindi la superficie posteriore comprende:
Fori per bulloni/svasature: Distribuiti uniformemente lungo la lunghezza della piastra, con diametri 1–2 mm più grandi dei bulloni per consentire una regolazione precisa della posizione durante l'installazione.
Individuazione dei rubinetti/boss: Accoppiarsi con le scanalature sul telaio per limitare lo spostamento laterale, garantendo la precisione del posizionamento rispetto alla piastra della ganascia oscillante.
Slot di riduzione del peso (piatti grandi): Le fessure rettangolari o circolari nelle aree non portanti riducono il peso senza compromettere la resistenza strutturale.
Rinforzi dei bordi
I bordi superiore e inferiore sono in genere più spessi (5-10 mm più spessi della sezione centrale) per migliorare la resistenza agli urti, prevenendo la scheggiatura dei bordi dovuta agli impatti laterali del materiale. Alcune piastre a ganasce fisse sono dotate di una protezione per la porta di scarico nella parte inferiore per guidare il materiale frantumato e garantire uno scarico uniforme.
La piastra fissa della ganascia è soggetta a forti urti e attriti, e richiede processi di fusione che garantiscano uniformità del materiale e resistenza agli urti. Il processo specifico è il seguente:
Preparazione dello stampo
Si utilizza la fusione in sabbia di resina (piastre di piccole e medie dimensioni) o la fusione in sabbia di silicato di sodio (piastre di grandi dimensioni). I modelli in legno o schiuma vengono realizzati a partire da disegni 3D, replicando accuratamente denti, fori per bulloni e superfici di montaggio, con una tolleranza di lavorazione di 5-8 mm (l'acciaio ad alto contenuto di manganese ha un tasso di ritiro di circa il 2%).
Le aree dentate utilizzano anime in sabbia spaccata o stampaggio integrale per garantire la precisione delle punte e delle radici dei denti (deviazione dell'altezza del dente ≤ 0,5 mm). Gli stampi della superficie di montaggio sono rifiniti per garantire un errore di planarità della fusione ≤ 2 mm/m.
Fusione e colata
Fusione di acciaio ad alto contenuto di manganese: ghisa e rottami di acciaio a basso contenuto di fosforo (P ≤ 0,07%) e a basso contenuto di zolfo (S ≤ 0,05%) vengono fusi in un forno a frequenza intermedia a 1500–1550 °C. La composizione chimica è controllata (C: 1,0–1,4%, Mn: 11–14%, Si: 0,3–0,8%) per garantire un rapporto Mn/C ≥ 10 (critico per la struttura austenitica).
Deossidazione: per la deossidazione finale vengono aggiunti blocchi di ferrosilicio (0,5-1,0%) e alluminio (0,1-0,2%), riducendo il contenuto di ossigeno a ≤ 0,005% per prevenire la porosità.
Colata: si utilizza un sistema di colata dal basso con una temperatura di 1400–1450 °C. Grandi piastre a ganasce fisse vengono colate in 2–3 fasi (a distanza di 30–60 secondi per evitare chiusure a freddo), con una durata di 3–10 minuti a seconda del peso, garantendo il riempimento completo.
Shakeout e ricottura in soluzione
Dopo il raffreddamento a meno di 200 °C, il getto viene sottoposto a distaffatura. I montanti vengono rimossi mediante taglio a fiamma e i segni di iniezione vengono levigati a filo. La sabbia superficiale e le sbavature vengono pulite.
Ricottura di soluzione (fase critica): il getto viene riscaldato lentamente a 1050–1100 °C (velocità di riscaldamento ≤ 100 °C/h per prevenire la formazione di cricche) e mantenuto per 2–4 ore (garantendo la completa dissoluzione del carburo in austenite). Viene quindi rapidamente raffreddato ad acqua (temperatura dell'acqua ≤ 30 °C, velocità di raffreddamento ≥ 50 °C/s) per formare una singola struttura austenitica con durezza ≤ 230 HBW ed energia d'urto ≥ 180 J (-40 °C).
La lavorazione meccanica garantisce la precisione della superficie di lavoro e l'adattamento del montaggio, evitando fessure irregolari nella camera di frantumazione dovute a deviazioni dimensionali. Il processo specifico è il seguente:
Lavorazione grezza
Utilizzando la superficie di montaggio grezza come riferimento, la superficie di lavoro (esclusi i denti) viene sgrossata su un mulino a portale, lasciando un sovrametallo di finitura di 2-3 mm. L'errore di planarità è controllato a ≤ 1 mm/m e il parallelismo con la superficie di montaggio a ≤ 0,5 mm/m.
I fori per i bulloni vengono praticati su una macchina perforatrice secondo le specifiche del disegno, con tolleranza del diametro di ± 0,5 mm e profondità di 2–3 mm superiore alla lunghezza del bullone per garantire il completo innesto della filettatura.
Lavorazione dei denti
Per la lavorazione dei denti viene utilizzata una fresa a portale CNC dedicata, che garantisce una tolleranza altezza/passo del dente di ± 0,5 mm e una rugosità superficiale Ra ≤ 6,3 μm. Per i denti simmetrici, la deviazione di simmetria è ≤ 0,3 mm (per consentire l'inversione).
Filettatura della radice del dente: una fresa a raggio rifila le radici (R = 2–5 mm) per evitare la concentrazione di stress e la frattura della radice del dente.
Finitura superficiale di montaggio
La superficie di montaggio è fresata con Ra ≤ 12,5 μm, planarità ≤ 0,5 mm/m e perpendicolarità alla superficie di lavoro ≤ 0,1 mm/100 mm (verificata con un comparatore a quadrante).
I perni di posizionamento sono fresati per adattarsi al telaio, con tolleranza di larghezza ± 0,2 mm e tolleranza di profondità ± 0,1 mm, garantendo un contatto ≥ 85% con il telaio (spazio ≤ 0,1 mm tramite spessimetro).
Trattamento superficiale
Controllo delle prestazioni dei materiali
Ispezione della composizione chimica: uno spettrometro a lettura diretta analizza C, Mn, ecc., garantendo la conformità agli standard ZGMn13 (Mn: 11–14%, C: 1,0–1,4%).
Test delle proprietà meccaniche: i campioni vengono sottoposti a test di impatto (energia di impatto a bassa temperatura -40°C ≥ 120 J) e misurazione della durezza (≤ 230 HBW dopo ricottura in soluzione).
Ispezione metallografica: l'analisi della microstruttura conferma una singola fase austenitica (nessuna rete di carburi, che riduce la tenacità).
Controllo di qualità della fusione
Ispezione visiva dei difetti: i controlli visivi al 100% escludono crepe, cavità da ritiro o difetti di smussatura. Il test con particelle magnetiche (MT) sui denti garantisce l'assenza di crepe superficiali o otturazioni a freddo.
Controllo di qualità interno: il test a ultrasuoni (UT) su piastre di grandi dimensioni impedisce la presenza di pori o inclusioni ≥ φ3 mm in aree critiche (radici dei denti, fori dei bulloni).
Controllo della precisione della lavorazione
Controllo delle tolleranze dimensionali: la conformità del profilo del dente viene verificata tramite dime. Una macchina di misura a coordinate verifica la tolleranza della posizione del foro del bullone (± 0,2 mm).
Controllo delle tolleranze geometriche: una livella laser verifica la planarità della superficie di lavoro. Una squadra verifica la perpendicolarità tra le superfici di montaggio e di lavoro.
Verifica dell'assemblaggio
Montaggio di prova: la piastra della ganascia fissa viene montata sul telaio per verificarne la tenuta (il precarico del bullone soddisfa le specifiche) e non presenta alcun allentamento quando viene scossa manualmente.
Prova di schiacciamento: la frantumazione a carico nominale di 8 ore di materiali standard (ad esempio granito) verifica l'usura dei denti (≤ 0,5 mm), l'assenza di crepe/deformazioni e la deviazione delle dimensioni del prodotto ≤ 5%.
Grazie a questi processi, la piastra fissa della ganascia mantiene la sua resistenza all'usura in condizioni di forte impatto, con una durata utile di 4-8 mesi (in base alla durezza del materiale). I controlli di routine dell'usura dei denti e la tempestiva sostituzione/inversione garantiscono un'efficienza di frantumazione costante.
1. Tipo di piastra dentata
La struttura trasversale della piastra dentata del frantoio a ganasce presenta due tipi di superficie: liscia e reticolare. Quest'ultima è suddivisa in una superficie triangolare e una trapezoidale. Per garantire le dimensioni e la forma del prodotto, vengono solitamente utilizzate piastre dentate triangolari o trapezoidali.

2. Il materiale della piastra dentata
Le piastre dentate utilizzate nei frantoi a mascelle esistenti utilizzano generalmente manganese 13ZGMn13, caratterizzato da un indurimento superficiale sotto carico d'impatto. Il manganese 13ZGMn13 può formare una superficie dura e resistente all'usura, pur mantenendo il metallo originale del suo strato interno. La tenacità lo rende un tipo di materiale resistente all'usura comunemente utilizzato nei frantoi.
3. Piano di modifica della piastra dentata
Nella trasformazione, le parti in movimento del frantoio sono la piastra dentata fissa e la piastra dentata mobile. La piastra dentata mobile è fissata alla ganascia mobile e le sue principali parti soggette a usura sono concentrate principalmente al centro. Nella trasformazione, la piastra dentata mobile non è stata modificata, ma solo la piastra dentata fissa. Dopo la modifica della piastra dentata fissa, poiché la piastra dentata fissa è collegata al corpo del telaio, il peso della piastra dentata fissa aumenta e non vi è alcun effetto negativo sul funzionamento dell'intero frantoio.
4. La durata della placca dentaria
La piastra dentata sopporta forti impatti e forze di compressione, quindi si usura molto facilmente. Per prolungarne la durata, è possibile studiarla da due punti di vista: da un lato, individuando materiali ad alta resistenza all'usura; dall'altro, determinando in modo ragionevole la progettazione strutturale e le dimensioni geometriche della piastra dentata.