1. Cos'è la presa per frantoio a cono idraulico multicilindrico?
La presa del frantoio a cono hp è installata sulla parte superiore del manicotto eccentrico del frantoio a cono ed è chiamata telaio superiore dell'albero della ciotola.
2. Il ruolo della presa del frantoio a cono idraulico multicilindrico
a. Fissare la piastrella della ciotola attraverso la parte superiore della presa del frantoio a cono della serie HP
b. Il cuscinetto a forma di scodella sostiene la parte di frantumazione.
c. Regolare il problema della velocità della macchina a cono regolando lo spessore della guarnizione del telaio superiore dell'albero della ciotola.
3. Precauzioni per l'uso della presa per frantoio a cono idraulico multicilindrico
a. Nelle aree calde, il raffreddamento ad acqua e il raffreddamento ad aria con il telaio superiore dell'albero della ciotola sono più adatti durante l'installazione.
b. Il raffreddamento ad aria è più adatto per i frantoi a cono installati in aree fredde.
c. Effettuare valutazioni sulla sostituzione in base al grado di usura della piastrella a forma di ciotola per evitare danni al telaio superiore dell'albero della ciotola.

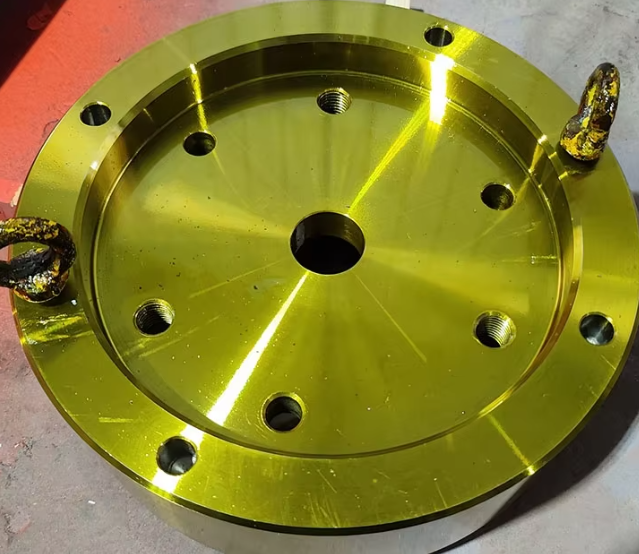
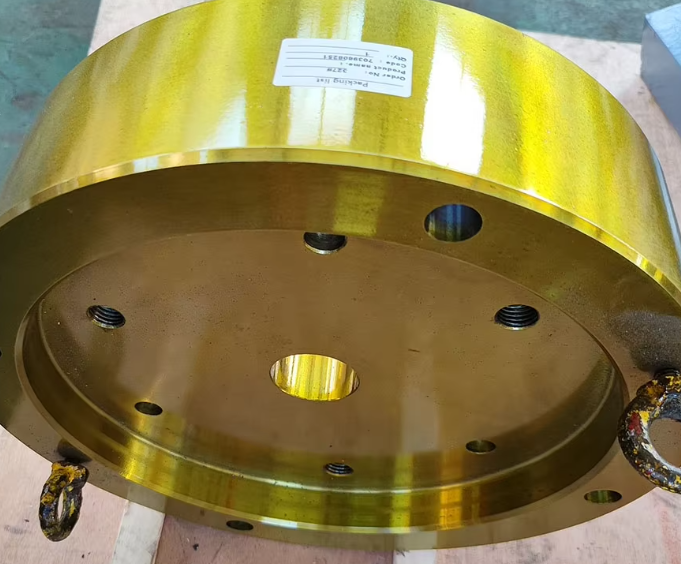
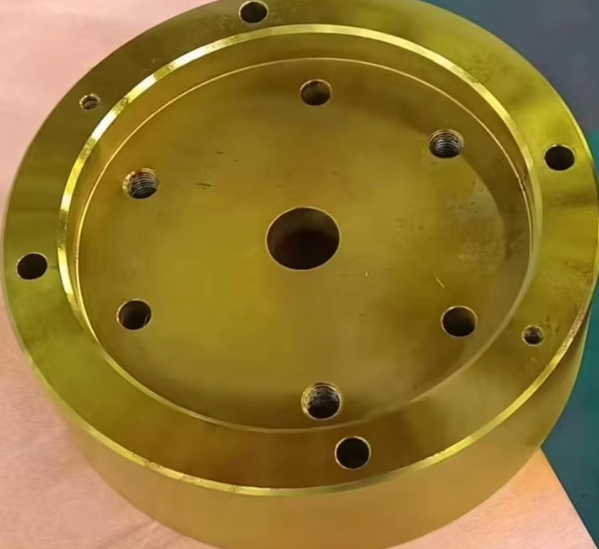
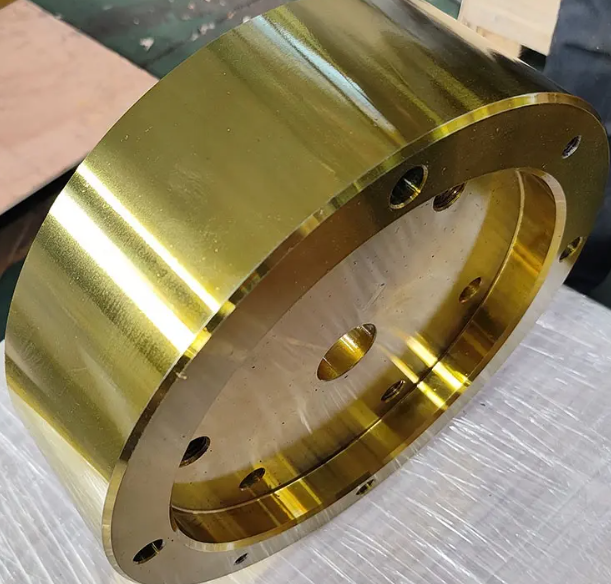
Il supporto per piastrelle a forma di scodella del frantoio a cono è un componente importante del frantoio a cono. Di seguito è riportata un'introduzione dettagliata e un processo di produzione generale: **Dettagliato Introduzione**: Il supporto per piastrelle a forma di ciotola svolge principalmente il ruolo di sostenere e fissare la piastrella a forma di ciotola, quindi sostiene la parte del corpo del frantoio a cono. Durante il funzionamento del frantoio, la parte del corpo ruota e oscilla sulla piastrella a forma di ciotola. Il supporto per piastrelle a forma di ciotola è installato sulla base della macchina e la sua qualità e prestazioni sono cruciali per il funzionamento stabile del frantoio. Deve avere resistenza e rigidità sufficienti per resistere all'enorme pressione e vibrazioni generate durante il funzionamento del frantoio. Allo stesso tempo, per garantire il normale funzionamento della piastrella a forma di ciotola, la precisione di adattamento tra il supporto e la piastrella a forma di ciotola è relativamente elevata. *: 1. Progettazione e scelta dei materiali: In base alle specifiche e ai requisiti di funzionamento del frantoio a cono, progettare il supporto per piastrelle a forma di ciotola. Quando si selezionano i materiali, solitamente considerare materiali ad alta resistenza e resistenti all'usura per garantirne la durata. 2. Fusione o lavorazione di pezzi grezzi: a seconda del materiale selezionato, utilizzare metodi di fusione o lavorazione meccanica per produrre parti grezze. La fusione può ottenere una forma relativamente complessa, ma può richiedere una lavorazione successiva per soddisfare i requisiti di precisione; le lavorazioni meccaniche permettono di ottenere direttamente grezzi con maggiore precisione. 3. Elaborazione precisa: eseguire varie lavorazioni meccaniche sul pezzo grezzo, come tornitura, fresatura, rettifica, ecc., per ottenere la dimensione, la forma e la precisione della superficie progettate. Ciò include la lavorazione delle superfici di installazione, dei fori di collegamento, ecc. 4. Trattamento superficiale: eseguire un trattamento superficiale appropriato per migliorare la resistenza all'usura, alla corrosione e altre proprietà. Ad esempio, eseguire un trattamento termico come tempra e cementazione oppure eseguire un trattamento di rivestimento superficiale. 5. Ispezione di qualità: condurre un rigoroso controllo di qualità sul supporto per piastrelle a forma di ciotola prodotto, compreso il controllo della precisione dimensionale, il rilevamento dei difetti, ecc., per garantire che non presenti difetti e soddisfi i requisiti di progettazione. 6. Verifica dell'assemblaggio: verificare nell'ambiente di assemblaggio reale per garantire che il supporto per piastrelle a forma di ciotola possa adattarsi perfettamente ad altri componenti (come piastrelle a forma di ciotola, base del frantoio, ecc.) per garantire il normale funzionamento del frantoio. Nell'effettivo processo di produzione, le fasi e i parametri specifici del processo possono variare a seconda del produttore, delle condizioni delle apparecchiature e dei requisiti del prodotto. Al fine di garantire la qualità e le prestazioni del supporto per piastrelle a forma di scodella, la qualità del processo di ciascun collegamento deve essere rigorosamente controllata durante il processo di produzione.Allo stesso tempo occorre prestare attenzione anche alla fuga di raccordo tra il supporto e la piastrella a vasca. Questa è una difficoltà tecnica importante. Uno spazio troppo grande o troppo piccolo può causare un funzionamento anomalo della piastrella a forma di scodella e persino causare guasti all'apparecchiatura. Ecco alcune informazioni supplementari sulla boccola del cuscinetto a forma di scodella. La boccola del cuscinetto è una parte importante installata sul supporto della piastrella a forma di scodella: La boccola del cuscinetto a forma di scodella (chiamata anche piastrella di rivestimento, piastrella a forma di scodella) è un raccordo in rame molto critico in una parte fondamentale del frantoio a cono. Le sue funzioni includono: riduzione della forza di attrito radente dell'apparecchiatura durante il funzionamento e riduzione della perdita di potenza; aumentando notevolmente la durata delle parti resistenti all'usura del frantoio a cono, riducendo i costi di manutenzione e riparazione e cercando di ottenere un maggiore utilizzo delle attrezzature; proteggendo efficacemente dall'usura le parti in acciaio a contatto con esso. Quando la parte in rame è usurata è facile da sostituire. La parte di installazione si trova alla periferia dell'albero principale del frantoio a cono, tra la parete inferiore della parete di frantumazione e la parete superiore del supporto per piastrelle a forma di ciotola, ed è sottoposta ad una pressione molto elevata. I suoi requisiti di materiale e dimensioni sono relativamente elevati. In particolare, la difficoltà tecnica più importante è rappresentata dallo spazio di adattamento tra questo e il supporto per piastrelle a forma di scodella e la parete di frantumazione. A causa di errori di produzione e installazione, è facile che si verifichino crepe o addirittura schiacciamenti della boccola del cuscinetto a forma di scodella durante il funzionamento, con conseguenti gravi incidenti all'apparecchiatura. Pertanto, la chiave per il normale funzionamento dell'attrezzatura è la scelta di una boccola del cuscinetto a forma di scodella con materiale e dimensioni di lavorazione garantiti. La boccola del cuscinetto a forma di scodella si usura frequentemente e spesso deve essere sostituita. Il metodo di produzione specifico di una boccola del cuscinetto a forma di scodella per un frantoio è il seguente (riferendosi al contenuto del brevetto): Questa boccola del cuscinetto a forma di scodella include un corpo a forma di scodella. La superficie superiore della parte centrale del corpo è dotata di un foro per l'albero, e la superficie inferiore della parte centrale è dotata di un manicotto dell'albero di estensione che si estende verticalmente verso il basso lungo la parete laterale del foro dell'albero, il che è comodo per la successiva installazione ; la parete laterale interna della parte centrale è dotata di una scanalatura anulare, che può immagazzinare l'olio e impedire che l'olio in eccesso trabocchi dalla parte superiore del corpo. La superficie inferiore della scanalatura anulare è dotata di una pluralità di fori passanti per il ritorno dell'olio e nel foro passante per il ritorno dell'olio è presente uno schermo filtrante per svolgere il ruolo di filtraggio delle impurità e garantire la purezza dell'olio lubrificante e impedire il ritorno dell'olio il foro passante venga bloccato. Lo schermo filtrante è composto da una lamiera ondulata integrata. I fogli ondulati adiacenti sono in contatto tra loro per formare una serie di fori filtranti e il foglio ondulato è dotato di un bordo piegato,che divide la lamiera ondulata in più tratti ondulati di uguale lunghezza; i tratti ondulati partono da un lato della lamiera ondulata lungo il bordo di piega e vengono piegati in sequenza nell'ordine di 180° in senso orario e 180° in senso antiorario, per poi essere pressati e sagomati da una macchina per formare uno schermo filtrante, e la superficie dello schermo del filtro è a forma di nido d'ape. Questo vaglio filtrante preparato piegandolo può ben modellare il vaglio filtrante, evitare efficacemente che il difetto del vaglio filtrante sia morbido a causa del disallineamento dei fogli ondulati e svolgere anche un buon effetto filtrante. Inoltre, all'esterno del corpo è previsto uno strato resistente all'usura, che riduce l'usura e migliora la durata. La parete laterale interna del corpo sopra la scanalatura anulare è dotata di una parte di supporto anulare rialzata sporgente verso l'alto, e la parete laterale interna del corpo sopra di essa è dotata di una scanalatura anulare superiore. Durante il funzionamento, la boccola del cuscinetto a forma di scodella viene installata sul telaio di supporto a forma di scodella e la parte inferiore del corpo del cono di frantumazione viene premuta contro la parete laterale interna della boccola del cuscinetto a forma di scodella per la rotazione. La parte anulare rialzata di supporto è direttamente a contatto e sfrega contro la superficie della parete inferiore del corpo del cono di frantumazione. Il suo spessore è relativamente spesso, quindi la forza di supporto è elevata e non si rompe. La scanalatura anulare superiore può anche immagazzinare olio per evitare che l'olio in eccesso trabocchi dalla parte superiore del corpo. Il foro di ritorno dell'olio passa attraverso la parete laterale esterna del corpo e il suo diametro è uguale alla larghezza della scanalatura anulare, in modo che l'olio nella scanalatura anulare possa essere fatto rifluire per un comodo riutilizzo. La parete laterale del manicotto dell'albero di estensione è dotata di una pluralità di fori per perni di posizionamento, e la parete laterale interna del collo del corpo è dotata di una pluralità di fori di posizionamento, che sono convenienti per la successiva installazione e posizionamento. Lo strato resistente all'usura è uno strato composito in lega ad alta resistenza. Uno strato superficiale è previsto tra lo strato resistente all'usura e il corpo. Lo strato superficiale è costituito da filo di saldatura resistente all'usura mediante rivestimento. I componenti e le loro percentuali in peso contenute nello strato antiusura sono: 25,00%-55,00% cromo, 3,00%-8,00% carbonio, 0,50%-4,00% manganese, 0,10%-3,00% silicio, 0,25%-3,00% nichel, 0,25%-3,00% molibdeno, 0,10%-1,50% vanadio e il resto è ferro e impurità inevitabili. I componenti e le loro percentuali in peso contenute nello strato superficiale sono: 15,00%-35,00% cromo, 3,00%-6,00% carbonio, 0,50%-3,00% manganese, 0,20%-2,00% titanio, 0,50%-1,50% boro, 0,50% -1,50% vanadio, 0,15%-0,55% nichel, 0,10%-0,50% niobio e il resto è ferro e impurità inevitabili. La fusione dello strato superficiale tra il corpo e lo strato resistente all'usura, da un lato, aumenta la resistenza all'usura; d'altra parte, tra il corpo,lo strato superficiale e lo strato resistente all'usura formano a"pane in cassetta"struttura. Lo strato superficiale svolge il ruolo di ponte per l'incollaggio a caldo del corpo e dello strato resistente all'usura. I tre vengono fusi e combinati in uno solo attraverso il trattamento termico. Aumentando lo spessore dello strato composito, l'esterno del corpo è ricoperto da uno strato protettivo resistente all'usura a doppio strato, migliorando la resistenza strutturale.