Questo articolo descrive in dettaglio il pignone del mulino a sfere, un componente di trasmissione fondamentale che si innesta con l'ingranaggio di trasmissione per azionare il cilindro, richiedendo elevata resistenza, precisione, tenacità e resistenza all'usura, utilizzando il 20CrMnTi come materiale comune. Descrive il processo di produzione dei pignoni in 20CrMnTi, che include la forgiatura a freddo, la sgrossatura/semi-finitura (tornitura, dentatura), il trattamento termico di cementazione, la lavorazione meccanica di precisione (rettifica dei denti, rettifica di riferimento) e l'assemblaggio. Inoltre, specifica procedure di ispezione complete che riguardano le materie prime (composizione, qualità della forgiatura), il trattamento termico (durezza, strato cementato), la precisione dei denti (deviazione del passo, eccentricità) e i test finali (qualità della superficie, prestazioni di ingranamento, bilanciamento dinamico). Questi garantiscono che il pignone soddisfi i requisiti di efficienza di trasmissione (≥95%) e durata (2-3 anni), supportando il funzionamento stabile del mulino a sfere.
Introduzione dettagliata, processo di produzione e processo di ispezione dei pignoni del mulino a sfere
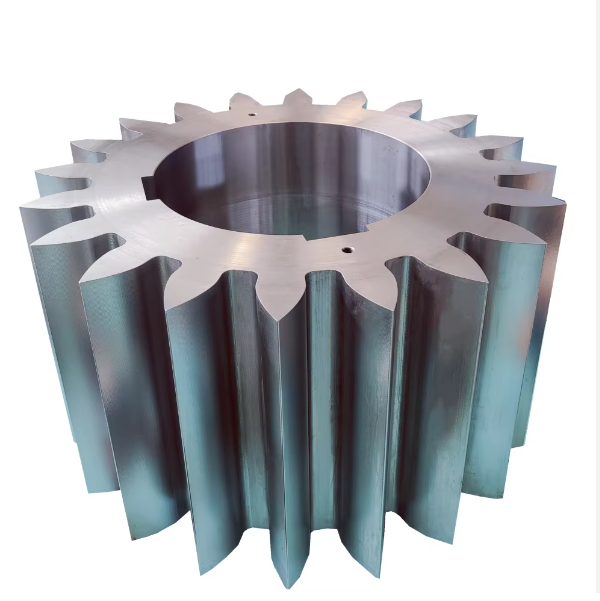
I. Funzioni e caratteristiche strutturali dei pignoni dei mulini a sfere
Il pignone del mulino a sfere è un componente fondamentale del sistema di trasmissione. Ingrana con la ruota dentata (fissata sul cilindro) per trasmettere potenza dal motore al cilindro tramite il riduttore, azionando la rotazione del cilindro (tipicamente a 15-30 giri/min). Essendo un ingranaggio ad alta velocità (che ruota più velocemente della ruota dentata), sopporta direttamente gli urti e la coppia di accoppiamento, richiedendo quindi le seguenti proprietà:
Alta resistenza: In grado di sopportare coppie che vanno da decine di migliaia a centinaia di migliaia di N·m, con elevata durezza superficiale dei denti (≥55HRC) per resistere all'usura;
Alta precisione: Errore minimo nel profilo dei denti (≤Grado 6 per GB/T 10095) per garantire un accoppiamento fluido con l'ingranaggio principale, riducendo vibrazioni e rumore;
Buona tenacità: Il nucleo del dente deve avere una tenacità moderata (durezza 25-35 HRC) per evitare fratture indotte dall'impatto;
Resistenza all'usura:La superficie del dente necessita di un trattamento di tempra (ad esempio cementazione, tempra) per prolungarne la durata utile (in genere ≥10.000 ore).
Strutturalmente è per lo più un ingranaggio cilindrico dritto o elicoidaleI denti dritti sono comuni nei mulini a sfere di piccole e medie dimensioni (più semplici da lavorare), mentre i denti elicoidali sono preferiti nei mulini di grandi dimensioni (ingranamento più fluido e maggiore capacità di carico). Il modulo varia solitamente da 8 a 30 mm, con 15-30 denti.
II. Processo di fabbricazione di pignoni per mulini a sfere (prendendo come esempio ingranaggi cementati in 20CrMnTi)
Il 20CrMnTi è un materiale comune per i pignoni grazie alle sue eccellenti prestazioni di cementazione (profondità della cementazione 1,5-3 mm). Il suo processo di produzione è il seguente:
1. Forgiatura grezza
Materia prima: è stato selezionato acciaio tondo φ100-300mm 20CrMnTi, con analisi spettrale che ne verifica la composizione (C 0,17-0,23%, Cr 1,0-1,3%, Mn 0,8-1,1%);
Forgiatura: Riscaldare a 1100-1150 °C, quindi forgiare a stampo per ottenere grezzi per ingranaggi (con una tolleranza di lavorazione di 5-8 mm). Dopo la forgiatura, normalizzare (920 °C x 2 ore, raffreddamento ad aria) per raffinare la grana e ridurre la durezza a 180-220 HBW.
2. Lavorazione sgrossatura e semifinitura
Tornitura grezza:I torni CNC lavorano il cerchio esterno, le facce terminali e il foro interno (foro dell'albero o foro del mozzo), lasciando una tolleranza di 3-5 mm;
Dentatura degli ingranaggi: Tagliare grossolanamente i profili dei denti (modulo 8-30 mm) utilizzando una macchina per dentatura, con una tolleranza di 0,5-1 mm per la cementazione e la rettifica;
Foratura e fresatura: Lavorare le sedi delle chiavette e i fori dei bulloni (per ingranaggi divisi) con una tolleranza di posizione di ±0,1 mm.
3. Cementazione e trattamento termico
Cementazione: Carburare in un forno di carburazione a pozzo a 920-940°C per 8-16 ore (regolato in base alla profondità della camera di fusione), con un contenuto di carbonio superficiale dello 0,8-1,2%;
Tempra + rinvenimento a bassa temperatura: Dopo la cementazione, raffreddare a 850°C e temprare in olio (durezza della superficie del dente 58-62HRC), quindi rinvenire a 180-200°C per 2 ore per alleviare lo stress e stabilizzare le dimensioni.
4. Lavorazione di finitura
Rettifica della superficie dei denti: Rettifica di precisione dei profili dei denti mediante una rettificatrice a ruota elicoidale, garantendo un errore di passo cumulativo ≤0,05 mm/100 mm, rugosità della superficie del dente Ra≤0,8 μm;
Macinazione dei datteri: Rettificare il foro interno (tolleranza IT6) e il perno (accoppiamento con interferenza con i cuscinetti, interferenza 0,01-0,03 mm), con perpendicolarità della faccia terminale ≤0,01 mm/100 mm;
Affilatura: Affilare gli ingranaggi ad alta precisione (Ra≤0,4μm) per ridurre il rumore di accoppiamento (≤85dB).
5. Trattamento superficiale e assemblaggio
Le superfici non dentate vengono sabbiate per rimuovere la ruggine, quindi rivestite con vernice antiruggine (spessore ≥60μm);
Accoppiare con forza con l'albero o il mozzo (accoppiamento con interferenza) e controllare la scentratura dopo il raffreddamento (≤0,03 mm).
III. Processo di ispezione dei pignoni del mulino a sfere
Ispezione conforme a GB/T 10095 Precisione degli ingranaggi cilindrici evolventi e JB/T 6396 Grandi ingranaggi e forgiature di anelli di ingranaggi, con i seguenti passaggi chiave:
1. Ispezione delle materie prime e della forgiatura
L'analisi spettrale verifica la composizione di 20CrMnTi (contenuto qualificato di Cr e Mn);
I pezzi forgiati vengono sottoposti a ispezione UT (qualifica di Grado I), senza crepe interne o ritiri; i test di trazione confermano una resistenza alla trazione ≥1080MPa.
2. Ispezione del trattamento termico
Durezza della superficie del dente: misurata con un durometro Rockwell (58-62 HRC); durezza del nucleo (3 mm sotto la superficie) 25-35 HRC;
Ispezione dello strato cementato: l'analisi metallografica misura la profondità effettiva del trattamento termico (1,5-3 mm), con grado di martensite nello strato temprato ≤3.
3. Ispezione della precisione del profilo del dente
Test del centro di misurazione degli ingranaggi: deviazione del passo ≤±0,015 mm, errore di direzione del dente ≤0,01 mm/100 mm, deviazione totale del profilo ≤0,02 mm;
Eccentricità radiale: misurata con un misuratore di eccentricità per ingranaggi (≤0,03 mm per la corona dentata).
4. Ispezione finale dei prodotti finiti
Qualità della superficie: ispezione PT delle superfici dei denti (senza crepe o vaiolature); raccordo della radice del dente R≥1,5 mm (per evitare la concentrazione di stress);
Test di accoppiamento: accoppiamento con un campione di ingranaggio di tipo toro e funzionamento a vuoto per 1 ora, senza rumori anomali e punti di contatto (≥60% lungo l'altezza del dente, ≥70% lungo la lunghezza del dente);
Equilibrio dinamico: per velocità di rotazione ≥300 giri/min, squilibrio ≤20 g·mm/kg.
Controllando rigorosamente la precisione del profilo dei denti, la qualità della cementazione e le tolleranze di assemblaggio, i pignoni possono garantire un'efficienza di trasmissione del mulino a sfere pari o superiore al 95% e una durata di 2-3 anni (a seconda delle condizioni di lavoro)