Questo articolo descrive in dettaglio le funzioni e la struttura dei riduttori per mulini a sfere, che richiedono elevata capacità di carico, efficienza di trasmissione e affidabilità. Illustra inoltre i processi di produzione di alloggiamenti, ingranaggi e alberi, le procedure di assemblaggio e l'ispezione completa del processo, dalle materie prime ai prodotti finiti, per soddisfare i requisiti di carico elevato e funzionamento continuo dei mulini a sfere.
Introduzione dettagliata ai riduttori per mulini a sfere e ai loro processi di produzione e ispezione
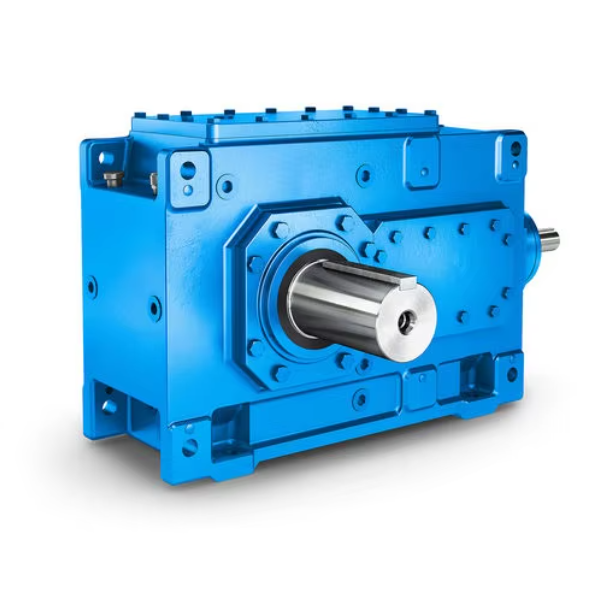
I. Introduzione dettagliata ai riduttori per mulini a sfere
Il riduttore del mulino a sfere è un componente fondamentale del sistema di trasmissione del mulino a sfere, la cui funzione principale è quella di convertire l'alta velocità del motore nella bassa velocità richiesta dal cilindro del mulino a sfere (tipicamente 15-30 giri/min) amplificando la coppia, garantendo una rotazione stabile del cilindro per la macinazione del materiale. Dato che i mulini a sfere operano in ambienti con carichi pesanti, polverosi e a funzionamento continuo (spesso 24 ore su 24, 7 giorni su 7), i loro riduttori devono soddisfare i seguenti requisiti:
Elevata capacità portante: In grado di sopportare il peso totale del cilindro, dei mezzi di macinazione e dei materiali (da decine a centinaia di tonnellate) e di resistere ai carichi d'urto (ad esempio sovraccarichi transitori dovuti ad alimentazione non uniforme).
Elevata efficienza di trasmissione: Generalmente richiede un'efficienza ≥90% per ridurre al minimo la perdita di energia.
Alta affidabilità: Progettato per un funzionamento continuo a lungo termine, con parti vulnerabili (ad esempio ingranaggi, cuscinetti) aventi una durata di servizio pari a quella del mulino a sfere (in genere ≥10.000 ore senza revisioni importanti).
Componenti strutturali tipici:
Alloggiamento (fuso o saldato, con parti interne di supporto);
Treno di ingranaggi (compreso l'ingranaggio dell'albero di ingresso, l'ingranaggio dell'albero intermedio, l'ingranaggio dell'albero di uscita, per lo più ingranaggi cilindrici o conici con superficie dura, con stadi determinati dal rapporto di trasmissione);
Alberi (albero di ingresso, albero intermedio, albero di uscita, solitamente realizzati in 40Cr o 42CrMo);
Cuscinetti (per lo più cuscinetti a rulli orientabili o cuscinetti a rulli conici, che sopportano carichi radiali e assiali);
Guarnizioni (paraoli del telaio, O-ring, ecc., che impediscono la perdita di lubrificante e l'ingresso di polvere);
Sistema di lubrificazione (lubrificazione a coppa dell'olio o lubrificazione forzata; i riduttori di grandi dimensioni possono includere pompe dell'olio e radiatori).
II. Processo di fabbricazione dei riduttori per mulini a sfere
Il processo di produzione, adattato alla complessità strutturale, ai requisiti dei materiali e agli indicatori di prestazione, comprende quattro fasi principali: produzione di alloggiamenti, lavorazione di ingranaggi, lavorazione di alberi e assemblaggio.
(A) Processo di produzione degli alloggi
L'alloggiamento, la struttura del riduttore, richiede elevata rigidità e precisione dimensionale. I materiali comuni sono ghisa grigia (HT300) (per riduttori di piccole e medie dimensioni) o acciaio strutturale saldato (Q355B) (per riduttori di grandi dimensioni, peso ≥5 tonnellate).
(B) Processo di lavorazione degli ingranaggi (ingranaggi cilindrici con superficie dura, ad esempio 20CrMnTi)
Gli ingranaggi, componenti fondamentali della trasmissione, richiedono profili dei denti ad alta precisione e resistenza all'usura:
Preparazione del bianco:
Fucinatura: Fucinatura a stampo (tolleranza di forgiatura 5-8 mm), seguita da normalizzazione (860-880 °C per 2 ore, raffreddamento ad aria) per eliminare lo stress da forgiatura, con durezza controllata a 180-220 HBW.
Ispezione: UT per difetti interni (assenza di crepe, cavità da ritiro), MT per difetti superficiali.
Lavorazione sgrossatura:
Tornitura: lavorazione tramite tornio CNC del diametro esterno, delle superfici terminali e dei fori interni (lasciando 2-3 mm di tolleranza di finitura), garantendo una perpendicolarità di riferimento ≤0,02 mm/100 mm.
Lavorazione del dente grezzo:
Dentatura: Dentatura degli ingranaggi per lavorare i profili dei denti (lasciando una tolleranza di rettifica di 0,3-0,5 mm), con errore cumulativo del passo ≤0,1 mm ed errore dell'elica ≤0,05 mm/100 mm.
Smussatura: rimozione delle bave dalle estremità dei denti per evitare crepe durante il trattamento termico.
Trattamento termico:
Cementazione e tempra: Cementazione a 920-940 °C (profondità di cementazione 1,2-2,0 mm, regolata dal modulo), tempra a 850 °C (raffreddamento in olio) e rinvenimento a bassa temperatura a 200-220 °C. Durezza superficiale 58-62 HRC, durezza a cuore 30-45 HRC.
Raddrizzamento: raddrizzamento a pressione per deformazioni che superano la tolleranza (eccentricità radiale >0,1mm), evitando urti.
Lavorazione di finitura:
Rettifica interna/esterna: rettifica di fori interni o cerchi esterni utilizzando le superfici dei denti come riferimenti (o mandrini dedicati), con rotondità ≤0,005 mm e cilindricità ≤0,01 mm/100 mm.
Rettifica degli ingranaggi: rettifica CNC o rettifica a vite senza fine per ottenere la precisione del profilo del dente GB/T 10095.1-2008 Grado 6, precisione dell'elica Grado 6 e rugosità superficiale Ra≤0,8μm.
Levigatura (facoltativa): per ingranaggi ad alta velocità, levigatura per ridurre la rugosità superficiale a Ra≤0,4μm e ridurre al minimo il rumore di accoppiamento.
(C) Processo di lavorazione dell'albero (albero di uscita, 42CrMo come esempio)
Gli alberi sopportano la coppia e i carichi radiali degli ingranaggi:
Preparazione del bianco:
Fucinatura: Fucinatura a stampo aperto o forgiatura a stampo (per rapporto lunghezza-diametro >5), seguita da normalizzazione (850-870°C per 2 ore, raffreddamento ad aria) per controllare la durezza a 180-220HBW.
Ispezione: UT per difetti interni, MT per difetti superficiali.
Lavorazione sgrossatura:
Tornitura: lavorazione tramite tornio CNC di gradini, superfici terminali e fori centrali (lasciando 2-3 mm di tolleranza di finitura).
Tempra e rinvenimento:
Tempra a 840-860°C (raffreddamento in olio) e rinvenimento a 600-620°C (raffreddamento in aria), con durezza 280-320HBW. Proprietà meccaniche: resistenza alla trazione ≥900MPa, tenacità all'impatto ≥60J/cm².
Lavorazioni meccaniche di semifinitura:
Tornitura: completare le fasi di tornitura (lasciando 0,5-1 mm di tolleranza di rettifica) e filettatura (lasciando 0,1-0,2 mm di tolleranza di rettifica).
Fresatura: fresatura CNC delle sedi delle chiavette (simmetria ≤0,05 mm, tolleranza di profondità ±0,05 mm).
Lavorazione di finitura:
Rettifica: Rettifica cilindrica delle superfici di accoppiamento dei cuscinetti e degli ingranaggi (rotondità ≤0,003 mm, cilindricità ≤0,005 mm/100 mm, rugosità superficiale Ra≤0,8 μm);
Rettifica filettature (per filettature ad alta precisione): garantisce una precisione della filettatura di 6 g e una rugosità superficiale Ra ≤ 1,6 μm.
(D) Processo di assemblaggio
L'assemblaggio garantisce la precisione del posizionamento e la stabilità della trasmissione:
Pulizia e pretrattamento delle parti:
Tutte le parti vengono pulite con cherosene (rimuovendo olio e detriti); cuscinetti e guarnizioni vengono puliti con agenti dedicati, asciugati e rivestiti con olio antiruggine;
Controllo degli accoppiamenti dei componenti (ad esempio, accoppiamento con interferenza H7/k6 per cuscinetti e alberi, accoppiamento con gioco H7/g6).
Gruppo albero:
Cuscinetti a pressatura: riscaldamento dei cuscinetti a 80-100°C per il montaggio a pressatura sui perni, evitando martellamenti;
Assemblaggio albero-ingranaggi: gli accoppiamenti con interferenza prevedono il montaggio a caldo (ingranaggi riscaldati a 120-150 °C) o a freddo (alberi raffreddati con azoto liquido). Controllo della coassialità dopo il montaggio (eccentricità radiale ≤0,02 mm).
Assemblaggio interno:
Installazione dei componenti dell'albero: montaggio dei gruppi albero di ingresso, intermedio e di uscita nell'alloggiamento inferiore. Regolazione della posizione delle sedi dei cuscinetti con comparatori per garantire il parallelismo dell'albero (≤0,03 mm/1000 mm);
Regolazione dell'ingranamento: controllo del gioco (0,15-0,3 mm per ingranaggi di grado 6) con spessimetri o pressatura del passo, e delle superfici di contatto (≥60% lungo l'altezza del dente, ≥70% lungo la lunghezza del dente) con pasta di marcatura. Ottimizzazione dell'ingranamento mediante regolazione dello spessore del distanziale.
Chiusura e fissaggio dell'alloggiamento:
Applicazione di sigillante (ad esempio, Loctite 510) sulla superficie di giunzione dell'alloggiamento inferiore, quindi chiusura dell'alloggiamento superiore. Serraggio uniforme dei bulloni (sequenza diagonale, 2-3 passaggi) alla coppia specificata (ad esempio, 350-400 N·m per bulloni M20);
Controllo dell'adattamento dell'alloggiamento (lo spessimetro da 0,05 mm non deve penetrare).
Installazione accessoria:
Installazione delle guarnizioni (labbra del paraolio del telaio rivolte verso l'interno, interferenza di 0,1-0,2 mm con gli alberi);
Installazione di sistemi di lubrificazione (indicatori di livello dell'olio, sfiati, tappi di scarico). I cambi di grandi dimensioni aggiungono pompe dell'olio, filtri e radiatori.
Esecuzione del test senza carico:
Riempire con olio per ingranaggi (ad esempio, olio per ingranaggi industriali per pressioni estreme L-CKD 220) fino alla linea mediana dell'indicatore di livello dell'olio. Far funzionare a vuoto per 2 ore a una velocità pari a 1,2 volte quella di esercizio;
Monitoraggio: nessun rumore anomalo (≤85 dB), aumento della temperatura del cuscinetto ≤40 °C (ambiente +40 °C), nessuna perdita.
III. Processo di ispezione del cambio
Coperture di ispezione ispezione delle materie prime, ispezione in corso di lavorazione e ispezione del prodotto finale:
(A) Ispezione delle materie prime
Certificazione dei materiali: Verifica dei certificati di stabilimento (composizione chimica, proprietà meccaniche), ad esempio 20CrMnTi che richiede Cr 1,0-1,3%, Mn 0,8-1,1%;
Test fisici e chimici: Campionamento per analisi chimiche (spettrometro a lettura diretta) e prove di proprietà meccaniche (macchine per prove di trazione e di impatto);
Ispezione: 100% UT per forgiati (JB/T 5000.15-2007 Classe II) e MT per superfici di fusione critiche (senza crepe o pori).
(B) Ispezione in corso (nodi chiave)
Ispezione dell'alloggio:
Alloggiamenti fusi: controlli dimensionali (CMM, tolleranza di posizione del foro critico ≤0,05 mm), qualità della superficie (nessun foro di sabbia o restringimento) e test di pressione (0,3 MPa per 30 min, nessuna perdita);
Alloggiamenti saldati: UT/MT per saldature (JB/T 5000.3-2007 Classe II) e deformazione post-saldatura (planarità ≤0,05mm/100mm).
Ispezione degli ingranaggi:
Trattamento post-termico: durezza superficiale (58-62 HRC, tester Rockwell), profondità della cassa (1,2-2,0 mm, metodo metallografico), durezza del nucleo (30-45 HRC);
Post-finitura: precisione del profilo del dente (centro di misurazione dell'ingranaggio, grado 6), precisione dell'elica (grado 6), errore cumulativo del passo (≤0,05 mm) e rugosità superficiale (Ra≤0,8 μm, profilometro).
Ispezione dell'albero:
Trattamento post-termico: durezza (280-320HBW, misuratore Brinell) e uniformità dello strato temprato-rinvenuto;
Post-finitura: Rotondità del perno (≤0,003 mm, rotondimetro), cilindricità (≤0,005 mm/100 mm) e simmetria della sede della chiavetta (≤0,03 mm, comparatore a quadrante + blocco a V).
(C) Ispezione del prodotto finale
Aspetto e dimensioni:
Qualità della vernice (nessuna colatura o desquamazione, spessore 60-80 μm, misuratore di spessore del rivestimento) e marcature chiare (modello, rapporto, peso);
Dimensioni di montaggio (altezza del centro dell'albero di ingresso/uscita, diametro del codolo della flangia, testato con macchina di misura a coordinate (CMM), tolleranza ±0,1 mm).
Test delle prestazioni:
Efficienza: calcolata tramite sensori di coppia (≥90%);
Vibrazione: Velocità di vibrazione ≤1,1 mm/s (GB/T 6404.2-2005, misuratore di vibrazioni);
Prova a vuoto: In funzione per 2 ore, monitoraggio della temperatura del cuscinetto (≤80℃, termometro a infrarossi), del rumore (≤85 dB, fonometro) e delle perdite;
Test di carico: Caricamento graduale al 25%, 50%, 75%, 100% della potenza nominale (1 ora per passaggio), con carico al 100% in funzione per 4 ore;
Prova di sovraccarico: 125% di carico nominale per 1 min, verificando la deformazione plastica di ingranaggi e cuscinetti.
Ispezione finale pre-imballaggio:
Pulizia dei residui di olio, riempimento con olio antiruggine, verifica degli accessori (manuali, certificati, elenchi dei pezzi di ricambio) e garanzia di un imballaggio resistente alle intemperie e agli urti.