Telaio superiore: Struttura saldata in lamiere di acciaio Q355B (spessore 10–20 mm), che costituisce la camera di alimentazione e frantumazione. È dotata di tramoggia di alimentazione e dispositivi di regolazione della piastra d'impatto, con nervature di rinforzo (spessore 8–15 mm) per resistere alle forze d'impatto.
Telaio inferiore: Struttura in acciaio fuso (ZG270-500) o in acciaio saldato che sostiene il rotore e il motore. È fissata alla fondazione con bulloni di ancoraggio e presenta una porta di scarico sul fondo, con uno spessore di 15-30 mm per garantirne la stabilità.
Disco del rotore: Piastra circolare in acciaio fuso (ZG310-570) o acciaio forgiato, con uno spessore di 20–50 mm. È montata sull'albero principale e presenta fori distribuiti uniformemente per l'installazione degli alberi dei martelli.
Martelli a percussione: Parti principali in ghisa ad alto tenore di cromo (Cr15–20) o acciaio legato (40CrNiMo). Sono incernierate sugli alberi del martello e possono oscillare liberamente, con un peso da 2 a 20 kg a seconda del modello. La testa del martello è progettata con una forma affilata o smussata a seconda delle caratteristiche del materiale.
Albero principale: Un albero forgiato in acciaio legato (40Cr) con un diametro di 50–200 mm, che collega il disco del rotore e il motore. È supportato da cuscinetti a rulli orientabili su entrambe le estremità per resistere ai carichi radiali e assiali.
Alberi del martello: Realizzato in acciaio 40Cr, con un diametro leggermente più grande dell'occhio del martello per garantire un'oscillazione flessibile dei martelli.
Piastre d'impatto: Piastre antiusura in acciaio ad alto tenore di manganese (ZGMn13) o ghisa ad alto tenore di cromo, con uno spessore di 20–40 mm. Sono installate sul telaio superiore e formano una cavità di frantumazione con il rotore. Il numero di piastre d'impatto è da 1 a 3, a seconda della fase di frantumazione (primaria o secondaria).
Dispositivi di regolazione: Cilindri idraulici o volantini che regolano la distanza tra la piastra d'impatto e il rotore (5–50 mm) per controllare la granulometria delle particelle di scarico. Ogni piastra d'impatto è dotata di un meccanismo di regolazione indipendente per un controllo flessibile.
Motore: Un motore asincrono trifase (15–315 kW) che fornisce potenza, collegato all'albero principale tramite una cinghia trapezoidale o un giunto. La velocità del motore è regolabile in base alla durezza del materiale.
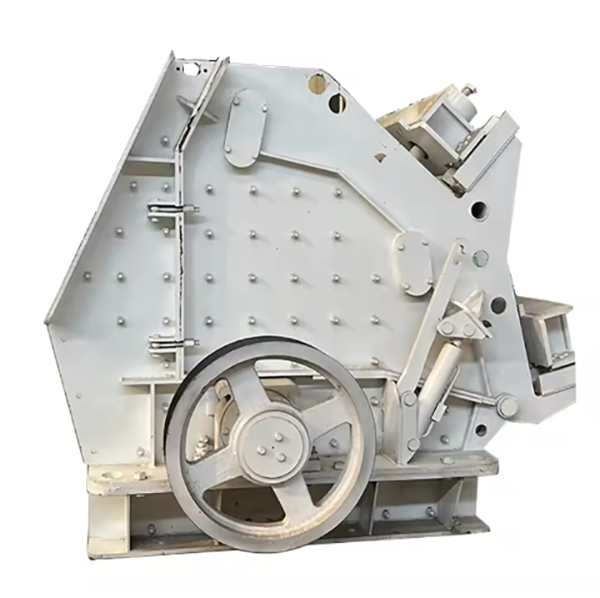
Puleggia/Cinghia: Un sistema di trasmissione a cinghia trapezoidale con una puleggia grande sull'albero principale e una puleggia piccola sul motore, che trasmette la coppia con un rapporto di trasmissione di 1:2–1:5.
Protezioni di sicurezza: Coperture protettive installate sul rotore, sulla puleggia e sulla porta di alimentazione per prevenire incidenti durante il funzionamento.
Sistema di rimozione della polvere: Un ventilatore e un collettore di polvere collegati alla camera di frantumazione per ridurre le emissioni di polvere, con un'efficienza di raccolta della polvere ≥95%.
Sistema di lubrificazione: Lubrificazione a grasso o a olio fluido per i cuscinetti, con lubrificatori automatici per garantire una lubrificazione continua.
Creazione di modelli: I modelli in sabbia o schiuma vengono realizzati in base alla forma del martello, con una tolleranza di restringimento dell'1,5-2,0%.
Stampaggio: Vengono utilizzati stampi in sabbia legati con resina, con la cavità rivestita con un rivestimento refrattario per migliorare la qualità della superficie.
Fusione e colata:
Le materie prime vengono fuse in un forno a induzione a 1450–1500 °C, con l'aggiunta di cromo e altre leghe per ottenere la composizione chimica (C 2,8–3,5%, Cr 15–20%).
Il ferro fuso viene versato nello stampo a una temperatura di 1400–1450 °C, con una velocità di colata controllata per evitare inclusioni.
Trattamento termico: Ricottura in soluzione a 950–1000°C (raffreddata ad aria) seguita da rinvenimento a 250–300°C per migliorare la durezza (HRC 55–65) e la tenacità.
Modello e modanatura: Vengono utilizzati modelli in legno o metallo e vengono realizzati stampi in sabbia legati con resina, con anime per i fori dei manici dei martelli.
Colata e trattamento termico: L'acciaio fuso viene fuso a 1520–1560 °C e versato nello stampo. Dopo la fusione, vengono eseguite la normalizzazione a 880–920 °C (raffreddamento ad aria) e il rinvenimento a 600–650 °C per ottenere una durezza HB 180–220 ed eliminare le tensioni interne.
Riscaldamento a billetta: Le billette di acciaio vengono riscaldate a 1100–1150 °C in un forno a gas per garantirne la plasticità.
Forgiatura: Per dare forma all'albero si utilizza la forgiatura a stampo aperto, con processi di ricalcatura e imbutitura per allineare la struttura dei grani.
Trattamento termico: Tempra a 840–860°C (raffreddato ad olio) e rinvenimento a 500–550°C per ottenere durezza HRC 28–32 e resistenza alla trazione ≥785 MPa.
Lavorazione grezza: Il tornio o la fresatrice CNC lavora il cerchio esterno, la superficie terminale e i fori dell'albero del martello, lasciando una tolleranza di lavorazione di 1–2 mm.
Lavorazione meccanica di precisione: Rettifica della superficie terminale fino a ottenere una planarità ≤0,1 mm/m e una rugosità superficiale Ra3,2 μm. Foratura e alesatura dei fori dell'albero del martello per garantire la precisione dimensionale (tolleranza H7).
Girando: Il tornio CNC lavora il cerchio esterno, i gradini e le sedi per chiavette, lasciando una tolleranza di rettifica di 0,3–0,5 mm.
macinazione: Rettifica delle superfici del perno con tolleranza IT6 e rugosità superficiale Ra0,8 μm, garantendo una coassialità ≤0,02 mm.
Taglio: Le piastre in acciaio ad alto tenore di manganese o in ghisa ad alto tenore di cromo vengono tagliate a misura mediante taglio al plasma o taglio laser.
macinazione: La superficie di lavoro è rettificata fino a raggiungere una planarità ≤0,2 mm/m e una rugosità superficiale Ra6,3 μm, con bordi sbavati per evitare l'intasamento del materiale.
Saldatura e sollievo dallo stress: I telai saldati vengono ricotti a 600–650°C per eliminare lo stress di saldatura.
Fresatura e foratura: La fresatrice CNC lavora le superfici di montaggio delle piastre d'impatto e dei cuscinetti, garantendo una planarità ≤0,15 mm/m. Foratura e maschiatura dei fori per bulloni (M16–M30) con tolleranza di filettatura 6H.
Prove sui materiali:
L'analisi spettrometrica verifica la composizione chimica delle parti fuse e forgiate (ad esempio, il contenuto di Cr nei martelli a percussione).
Le prove di trazione e di impatto verificano le proprietà meccaniche (ad esempio, energia di impatto dei martelli ≥15 J/cm²).
Ispezione dimensionale:
La macchina di misura a coordinate (CMM) ispeziona dimensioni chiave quali lo spessore del disco del rotore, il diametro dell'albero principale e la planarità della piastra d'impatto.
Gli indicatori e i calibri a quadrante verificano l'accoppiamento tra l'albero principale e i cuscinetti, assicurando che il gioco soddisfi i requisiti di progettazione.
Prove non distruttive (NDT):
Il test delle particelle magnetiche (MPT) rileva le crepe superficiali nell'albero principale, nel disco del rotore e nei martelli d'urto.
I test a ultrasuoni (UT) ispezionano i difetti interni nei dischi del rotore fusi, scartando i difetti >φ3 mm.
Test delle prestazioni:
Bilanciamento dinamico: Il gruppo rotore è bilanciato secondo il grado G6.3 (vibrazioni ≤6,3 mm/s) per evitare vibrazioni eccessive durante il funzionamento.
Test di carico vuoto: Far funzionare l'attrezzatura senza carico per 2 ore per controllare la temperatura dei cuscinetti (≤70°C) e il rumore anomalo.
Test di carico: Frantumazione di materiali standard (ad esempio calcare) per 8 ore per verificare la capacità produttiva, la dimensione delle particelle di scarico e l'usura del martello.
Preparazione della fondazione: La fondazione in calcestruzzo (classe C30) viene gettata con bulloni di ancoraggio incorporati, con planarità ≤0,1 mm/m. La fondazione viene lasciata stagionare per almeno 28 giorni.
Installazione del telaio inferiore: Il telaio inferiore viene sollevato alla fondazione, livellato con spessori e i bulloni di ancoraggio vengono serrati al 70% della coppia specificata.
Gruppo rotore e albero principale: L'albero principale è installato nelle sedi dei cuscinetti del telaio inferiore e il disco del rotore è montato sull'albero. I cuscinetti sono lubrificati con grasso (NLGI 2).
Installazione della piastra d'impatto: Le piastre d'impatto sono montate sul telaio superiore e la distanza tra le piastre d'impatto e il rotore viene regolata sul valore di progetto (5–50 mm) mediante cilindri idraulici o volantini.
Telaio superiore e montaggio della tramoggia di alimentazione: Il telaio superiore è imbullonato al telaio inferiore e la tramoggia di alimentazione è installata, assicurando l'allineamento con il rotore.
Collegamento del sistema di azionamento: Il motore viene posizionato sulla base motore e le cinghie trapezoidali vengono installate con la tensione corretta (flessione 10–15 mm con una forza di 100 N).
Installazione di sistemi ausiliari: Sono collegati i tubi di rimozione della polvere e le linee di lubrificazione e sono installate le protezioni di sicurezza.
Messa in servizio:
Eseguire un funzionamento a vuoto per 1 ora per verificare la direzione di rotazione e la stabilità.
Prova di carico con materiali, regolando la distanza tra le piastre d'impatto per ottenere la dimensione richiesta delle particelle di scarico.
Controllare tutti i sistemi per individuare eventuali perdite, rumori anomali o surriscaldamento e apportare le necessarie modifiche.














